
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Терең сызу технологиясымен таныстыру: тоңазытқыш есік панельдері және кір жуғыш машина барабандары
1. Терең сызу процесіне шолу
Deep Drawing - әртүрлі өнеркәсіп өнімдерін өндіруде кеңінен қолданылатын металды өңдеу технологиясы. Ол негізінен штамптау жабдығы арқылы металл қаңылтырларды тереңдігі және күрделі пішіні бар бұйымдарға айналдыру үшін қолданылады. Бұл процесс жоғары беріктігі мен күрделі пішіні бар бөлшектерді шығарып қана қоймайды, сонымен қатар материалды пайдалануды жақсартады және қалдықтардың пайда болуын азайтады.
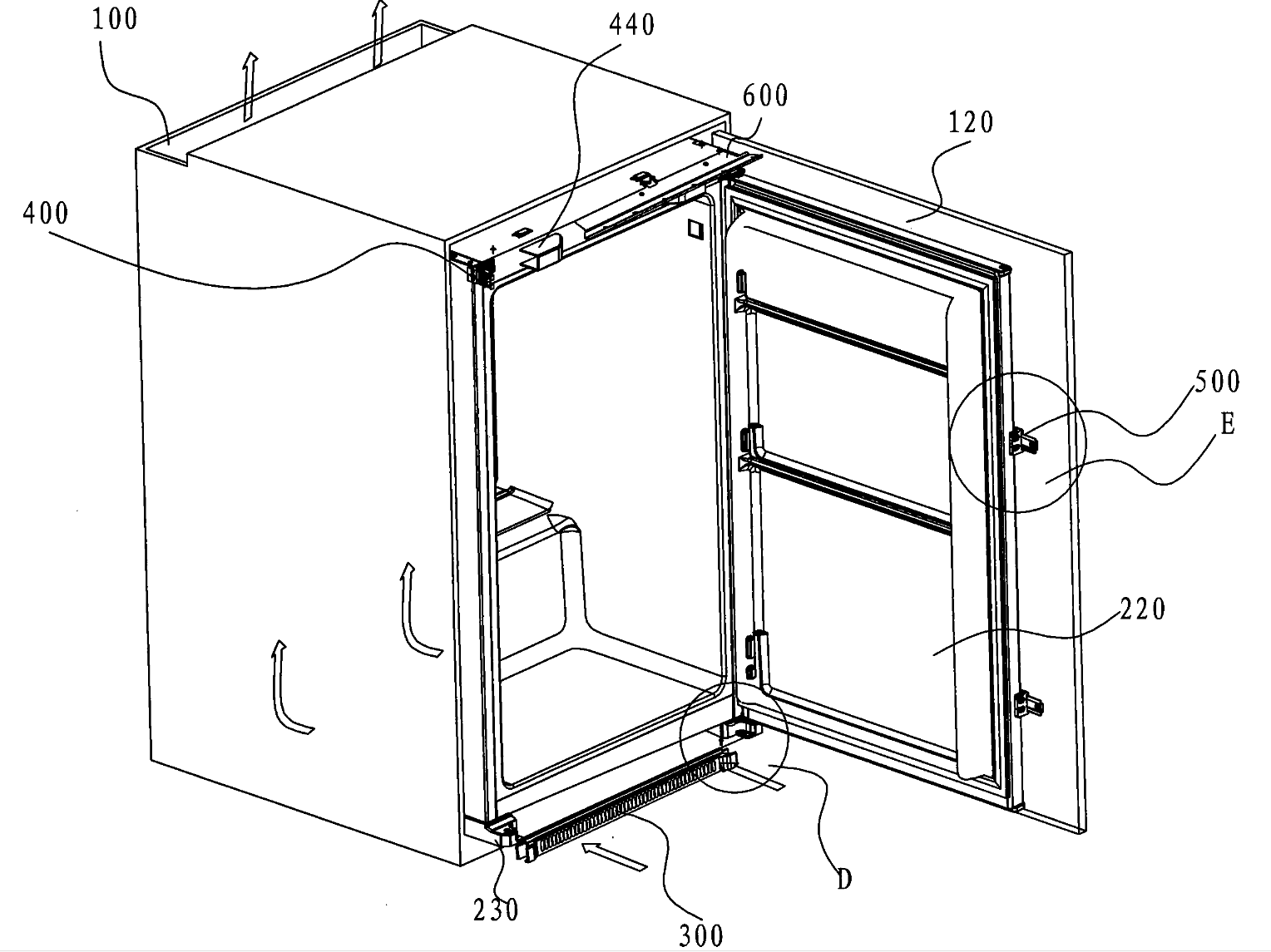
2. Тоңазытқыш есік панельдерін тереңдету процесі
2.1 Процесс ағыны
Тоңазытқыш есігінің панельдерін өндіру әдетте салқын илектелген болат парақтары немесе алюминий қорытпалары сияқты қолайлы металл материалдарды таңдаудан басталады. Өңдеу процесі келесі негізгі қадамдарды қамтиды:
Кесу және алдын ала өңдеу: Біріншіден, металл қаңылтыр тиісті өлшемге кесіліп, беткі май мен оксидтерден тазартылады.
Алдын ала тесу: материалдың пластикасын жақсарту үшін келесі операциялар үшін металл парақта тесіктерді немесе ойықтарды тесу.
Терең сызу: Металл қаңылтыр сызбаға салынып, қаңылтыр бірте-бірте созылып, қысыммен қалыптасады. Қалыптау процесінде парақтың жарылып кетпеуін қамтамасыз ету үшін бұл қадам бірнеше кезеңді қамтуы мүмкін.
Өңдеу және тексеру: Қалыптастырудан кейін есік панельдері артық қалдықтарды кетіру үшін кесіледі және өлшемдері тексеріліп, сапасы тексеріледі.
2.2 Техникалық пункттер
Материалды таңдау: Материалдың қалыңдығы, қаттылығы және иілгіштігі терең сызу сапасына тікелей әсер етеді. Тым қатты материалдар жарықтар тудыруы мүмкін, ал тым жұмсақ материалдар пішінді сақтай алмауы мүмкін.
Қалыптың дизайны: Металл қаңылтырдың деформациясыз біркелкі созылуын қамтамасыз ету үшін пішіннің дизайны дәл болуы керек. Қалыптың майлау және салқындату жүйесі үйкеліс пен жылу жиналуын азайту үшін де өте маңызды.
Қалыптау параметрлері: Ең жақсы қалыптау әсерін алу үшін материалдың қасиеттеріне және дайын өнім талаптарына сәйкес реттелуі қажет тарту жылдамдығы, қысым және температура сияқты параметрлерді қамтиды.
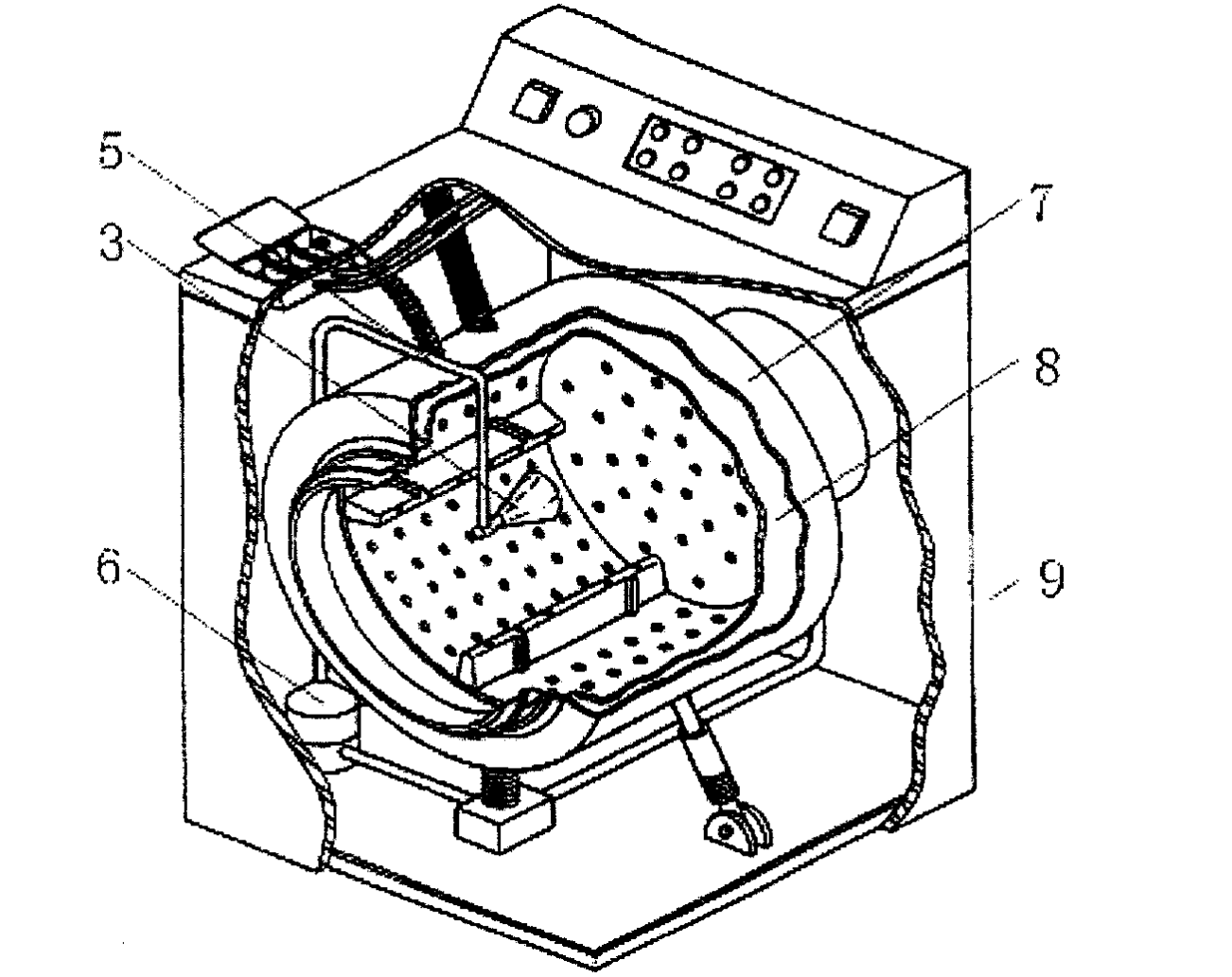
3. Кір жуғыш машина барабанының тереңдеу процесі
3.1 Процесс ағыны
Кір жуғыш машина барабанының өндіріс процесі ұқсас, бірақ талаптар қатаңырақ:
Материалды таңдау және өңдеу: Кесу және бетті өңдеу үшін тот баспайтын болат сияқты коррозияға төзімді болат табақтарды таңдаңыз.
Алдын ала тесу: келесі қалыптау үшін парақта алдын ала тесілген тесіктер.
Сурет салу: Көп сатылы сызу процесі арқылы барабанның ішкі беті тегіс және ақаусыз болуын қамтамасыз етіңіз.
Дәнекерлеу және кесу: құрылымның тұрақтылығы мен тығыздалуын қамтамасыз ету үшін қалыптаудан кейін барабан корпусын дәнекерлеу және кесу қажет.
Тексеру: кір жуғыш машинаның өнімділігі мен қауіпсіздігін қамтамасыз ету үшін су өткізбеушілік, тепе-теңдік және төзімділік сынақтарын қамтиды.
3.2 Техникалық пункттер
Материал сипаттамалары: Кір жуғыш машина барабанының корпусы жоғары жылдамдыққа және жоғары температура ортасына төтеп беруі қажет болғандықтан, тот баспайтын болат жиі қолданылатын материал болып табылады. Материалдың коррозияға төзімділігі мен беріктігі маңызды болып табылады.
Сызу технологиясы: Кір жуғыш машина барабанының корпусы әдетте деформация мен кернеудің шоғырлануын болдырмай барабан корпусының дөңгелектігі мен тегістігін қамтамасыз ету үшін жоғары сызу технологиясын қажет етеді.
Дәнекерлеу процесі: жоғары дәлдіктегі дәнекерлеу процесі барабан корпусының тығыздалуын және беріктігін қамтамасыз ету үшін өте маңызды.
4. Сызу процесіне қолданылатын басқа бұйымдар
4.1 Автокөлік корпусының корпусы
Автокөлік корпусының қабықшаларын өндіру сонымен қатар алдыңғы және артқы есіктер, шатырлар және т.б. сияқты күрделі пішінді шанақ панельдерін шығару үшін сызу процесін қолданады. Бұл процесс беріктігі мен әдемілігін қамтамасыз ету үшін жоғары берік металл материалдары мен дәл қалып дизайнын қажет етеді. дене.
4.2 Пеш төсемі
Пештің төсемі жоғары температура мен термиялық соққыға төзімді болуы керек. Терең сызу процесі әдетте жақсы жылу өткізгіштік пен құрылымдық беріктікті қамтамасыз ету үшін металл парақты ыстыққа төзімді төсемге айналдыру үшін қолданылады.
4.3 Ұшақ қабығы
Ұшақтың қабығы мен құрамдас бөліктері жеңіл және жоғары беріктік талаптарына жету үшін жиі терең сызу процесі арқылы шығарылады. Бұл компоненттер әдетте алюминий қорытпасынан немесе титан қорытпасынан жасалған материалдардан жасалады және өнімділігі мен қауіпсіздігі дәл қалыптау процестерімен қамтамасыз етіледі.
4.4 Өртке қарсы су ыдысы
Өртке қарсы су ыдыстары әдетте үлкен сыйымдылықты және жоғары беріктікті қажет етеді. Терең сызу процесі жеткілікті көлем мен ұзақ мерзімді қамтамасыз ету үшін үлкен су резервуарларының лайнер бөлігін өндіру үшін қолданылады.
Ақырында
Металл өңдеудің маңызды технологиясы ретінде терең тарту процесі тұрмыстық техникадан автомобильдерге дейінгі көптеген салаларда өнім өндіруде кеңінен қолданылады. Материалдарды, қалып дизайнын және қалыптау параметрлерін дәл бақылау арқылы әртүрлі қолданбалы талаптарды қанағаттандыру үшін жоғары сапалы бөлшектерді шығаруға болады.

Сұрау жіберу



X
Біз cookie файлдарын сізге жақсырақ шолу тәжірибесін ұсыну, сайт трафигін талдау және мазмұнды жекелендіру үшін пайдаланамыз. Осы сайтты пайдалану арқылы сіз cookie файлдарын пайдалануымызға келісесіз.
Құпиялылық саясаты