
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик










Қысқыш қосқыштар
Қытайда Xiamen Hongyu Intelligent Technology Co., Ltd. қысқыш қосқыштардың стандартты/стандартты емес бөліктерін теңшеуді қолдайды және аппараттық қалыптарды жобалау және штамптау өнімдерін өндіруде 17 жылдан астам кәсіби технологияға ие. Crimp Connectors өңдеудің минималды қалыңдығы 0,08 мм-ге жетуі мүмкін, бұл тамаша шеберлікпен және ешқандай саңылаусыз.
Сұрау жіберу
Өнім Сипаттамасы
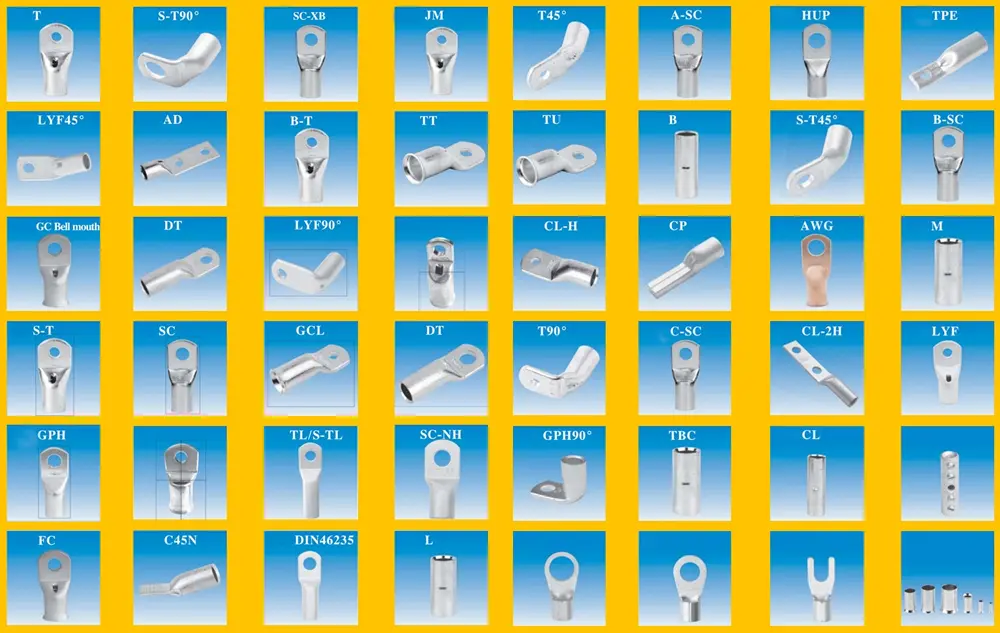
Crimp Connectors - сымдар мен терминалдарды қысу қосылымы үшін арнайы Xiamen Hongyu Intelligent Technology әзірлеген кәсіби компонент. Өткізгіштігі жоғары материалдармен және дәл құрылымдармен ол сым сымдарын өндірудегі қосылу сенімділігі мәселелерін шешті. Бұл өнім электр қосылымының компоненттерін қажет ететін шетелдік тұтынушылар үшін сенімді таңдау болып табылады. Металл өңдеу және электр қосылымы саласындағы жеткізуші ретінде біз тұтынушыларға тізбекті қосуды жеңілдету үшін жоғары сапалы өнімдер мен қызметтерді ұсына аламыз.
римпинг күйін тексеру
Штампинг аппараттық терминалдарының қысу сапасы соңғы өзара қосылым өнімділігін қамтамасыз етудің негізгі факторы болып табылады. Терминалды штамптау бөліктері зақымдалған ба, терминалды штамптау бөліктері майысқан ба, терминал терезесінің ішіндегі оқшаулау қабаты бұзылмаған ба, бірақ сымды қысу аймағы оқшауланбаған ба, сым оқшаулау қабатының сығу аймағында тесілген бе, жиектерді бұрау дұрыс па, сымды бүгуден кейін щетка көрінеді ме, щетканың саңылаулары бар ма, щетка бар ма Оқшаулаудың қысу нүктесіндегі микрометрдің өлшем мәні төзімділік ауқымында болса, сонымен қатар қысу күйінің жақсы екенін анықтауға болады.
Штамптың аппараттық терминалдарының дұрыс бүктелуін тексеру қажет. Қолмен қысу немесе машиналық қысу болсын, әрбір қосылу нүктесін мұқият тексеру қажет. Дұрыс емес қысу қысылған қосқыштардың қызмет ету мерзімін айтарлықтай қысқартады және тіпті қауіпсіздікке қауіп төндіреді.
Коннектордың әр түріне және спецификацияға арналған сым диаметрінің әртүрлі рұқсат етулеріне байланысты сым диаметрінің қысу нүктесіндегі қалыңдығын өлшеу анықтамалық көрсеткіш ретінде пайдаланылуы мүмкін. Сәйкес емес сым диаметрі қызмет ету мерзімін қысқартып қана қоймайды, сонымен қатар тұрақсыз қосылымдарға, жылдам ажыратуға және ақыр соңында шығындарға әкелуі мүмкін.
Өңдеу технологиясы
Штампинг аппараттық терминалдарының негізгі материалдары негізінен жезден жасалған H62, арнайы талаптарсыз. Тәждік серіппелі барабан серіппелерінің материалдары негізінен бериллий мысы болып табылады. Барлық материалдар алтын жалатуға жарамайды. Сондықтан, алтын жалатудан бұрын, алтын жалату әсерін қамтамасыз ету үшін алдымен никель қабаты жалатылады. Никель негізіндегі алтын жалатудың әдеттегі техникалық стандарттары никель қабатының қалыңдығы 50-ден 80 мкм-ге дейін, алтын қабатының қалыңдығы ≥2 мкм және пайдаланылатын алтынның тазалығы ≥99,8% құрайды. Соңында, қатты қорғаныс пленкасын қолданыңыз; Өнімнің беті тегіс болуы керек, практикалық жұмыс істеу үшін тотығусыз және қысылмаған бұрандалардың саңылауларына байланысты бұйымның босап кетуіне жол бермеу үшін бұйымсыз болуы керек. Өнімнің сапасын қамтамасыз ету үшін жабдықта құрал белгілері, қысу белгілері немесе өткір жиектер болмауы керек. Бізде жоғары дәлдіктегі сапа талаптары бар және ±0,02 төзімділікті көрсетпейміз.
Электрлік қаптаманың сипаттамасы
|
Өнім |
Қысқыш қосқыштар |
|
Сыртқы көрініске қойылатын талаптар |
Тотығу, сарғаю, қараю, көгеру, күлгін, ілмек, тегіс емес аяқтар немесе басқа ақаулар жоқ. |
|
Қабат өнімділігі |
Толық никель негізі: 50-80 μ". Алтынмен қапталған: 1 μ". Екі жағындағы өлшеу нүктелері: 3мм. |
|
Жоғары температураға төзімділік |
Түссізденусіз, қараюсыз, сарғыштаусыз, көпіршіксіз немесе пиллингсіз 260°C температураға 5 секунд шыдау керек. |
|
Дәнекерлеу сынағы |
Дәнекерлеу 95% -дан жоғары болуы керек. |
|
Тұз бүрку сынағы |
5% тұз ерітіндісімен 35°C температурада 24 сағат бойы сыналған. Тотығуға, қараюға немесе басқа ақауларға жол берілмейді. |
|
Адгезия сынағы (пилинг сынағы) |
Қисық беттерде жабынның қабығы жоқ. |
|
Қоршаған ортаға сәйкестік |
Барлық қаптау жасыл экологиялық ROHS талаптарына сәйкес болуы керек. |
|
Маңызды аймақтарды қаптау |
Барлық өлшеу нүктелері мен тағайындалған өлшем беттері техникалық сипаттамаларға сәйкес қапталуы керек (бұл аймақтар дәнекерлеу және өткізгіштік үшін өте маңызды). |
Hot Tags: Қысқыш қосқыштар, Қытай, өндірушілер, жеткізушілер, зауыт, баға ұсынысы, сапа
Өнім тегі
Қатысты санат
Алюминий штамптау
Жез бөлшектерін штамптау
Тот баспайтын болаттан жасалған бөлшектерді штамптау
Inconel бөлшектерін штамптау
Сұрау жіберу
Сұрауыңызды төмендегі формада қалдырыңыз. Біз сізге 24 сағат ішінде жауап береміз.








