
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Штамптау өнімін енгізу - ұстара жүздерін жасау процесі және оның негізгі кезеңдері
Қалайсыздарұстара пышақтарыкүнделікті өмірде жиі қолданылатын өндірілген?
Ол оннан астам процестерден өтуі керек және 0,1 мм баспайтын болаттан жасалған парақты өте өткір дайын өнімге дейін ұнтақтау үшін әрбір процесті қатаң өңдеу керек.
1. Пышақтарды дайындау процесі
Ұстара пышақтарын жасаудың негізгі кезеңдері келесідей:
Материалды штамптау - сөндіру - шынықтыру - дөрекі ұнтақтау - ұсақ ұнтақтау - ұсақ ұнтақтау - жылтырату - тексеру - тазалау - хромдау - сулау - кептіру - орау.
2. Ұстара жүздерінің негізгі буындары
Пышақтарды өндірудегі әрбір қадам маңызды. Мысалы, тесу үлгісі, сөндіру температурасы, пышақты тегістеу бұрышы және тіпті орау өте маңызды, өйткені кесу жиегін зақымдауға болмайды. Осы қадамдардың ішінде төртеуі өте маңызды және пышақтың соңғы сапасын анықтайды ——төзімділік, айқындық және жайлылық.
① Шикізат
Жалпы ұстара жүзінің материалы негізінен 3Cr13 және 4Cr13 мартенситті баспайтын болаттан жасалған. Дәл өңдеуден кейін ол 0,3/0,4 мм тот баспайтын болаттан жасалған парақтарға оралып, жолақтарға бөлінеді және пышақты қолданар алдында өңделеді. Болат жолақтар көміртегі құрамымен ерекшеленеді. Нарықтағы жоғары сапалы пышақтардың барлығы 6Gr13 баспайтын болаттан жасалған. Тот баспайтын болаттан жасалған жоғары сапалы жолақтардан жасалған пышақтар жақсы тұрақтылыққа ие, яғни бірдей жағдайларда олар сынаққа жақсы төтеп бере алады.
② Жылулық өңдеу
Термиялық өңдеуді көбінесе сөндіру деп атайды, бұл нысанды жоғары температураға түсіріп, содан кейін оны салқындату әдісі. Ежелгі қылыштарды жасау қарудың қаттылығы мен икемділігін сөндіру арқылы жақсартты. Термиялық өңдеуден кейін жүздің қаттылығы 760-780 жоғары ғана емес, сонымен қатар оның айна құрылымы біркелкі және нәзік болады. Пышақтың сынғыш немесе сынғыш болуы сөндіру процесіне байланысты.
Коммерциялық қол жетімді ұстара жүзінің ыдырағаннан кейінгі пышақ бөлімі 1 (а) суретте, ал микроқұрылымы 1 (b) суретте көрсетілген. 1-суреттен көрініп тұрғандай, ұстара жүзінің шеті өте өткір пішінге өңделген және оның ішкі микроқұрылымы майда сфералық карбидтері дисперсті мартенситті матрица болып табылады.
(a) Пышақ бөлімі
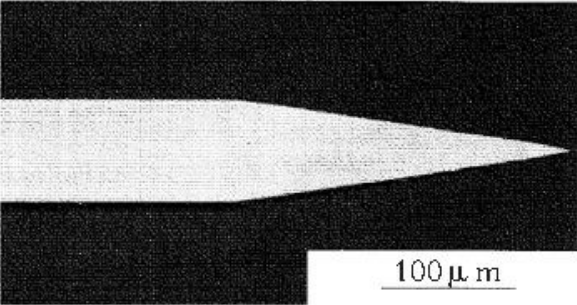


(b) Микроқұрылым
Екі сұрақ: Жүзі өте жұқа болған кезде неге қатты? Пышақ алдымен қайралды ма немесе термиялық өңдеуден өтті ме? Екінші сұраққа жоғарыдағы талқылауда жауап берілді.
қалыңдығыбаспайтын болаттан жасалған жолақұстаралар үшін тек 1 мм қолданылады. Ол алдымен пресс арқылы пышақ пішініне кесіледі. Бұл кезде пышақ қағаз сияқты жұмсақ болады. Содан кейін оны термиялық өңдеуден өткізеді, криогендік өңдеуден өткізеді, шыңдалады, содан кейін қайрайды, сапасын тексереді, тазартады, ең соңында жабады, беріктігін тексереді, тотқа қарсы өңдейді, буып-түйеді және т.б.
Ұстара жүзі болат үшін ұстара жүзінің өткірлігі мен беріктігіне өте төмен деңгейге дейін зиянды әсер ететін қоспа элементтерін бақылау өте маңызды. Ұстара болатының әртүрлі қажетті қасиеттерін жан-жақты сәйкестендіру өте маңызды, сондықтан ұстара болатының өндіріс процесінде көміртегі және хром сияқты негізгі элементтерді ғана емес, сонымен қатар қоспа элементтерін де қатаң бақылау керек. .
Шын мәнінде, пышақтарды өндіру процесінде қатаң тексеру процедуралары бар және әрбір сілтемеде тиісті тексеру стандарттары бар. Атап айтқанда, пышақтың өткірлігі сынағы ең интуитивті және сенімді.
Сонымен қатар, термиялық өңдеу сілтемесінде әйгілі швейцариялық армия пышағы, Zwilling асхана пышағы және Gillette ұстарасы тұтынушыларға интуитивті төзімділік сезімін береді және бұл өнімдердің барлығы криогендік өңдеуден өтті.
Әркімнің өз стандарттары мен талаптары бар. Жоғары сапалы пайдалану керек пеболат немесе жалпы болат, шығу стандарттары қатаң ма, жоқ па, оны қысқа мерзімде көру мүмкін емес, ал тұтынушылар ұзақ мерзімді перспективада аяғымен дауыс береді.
Сұрау жіберу



X
Біз cookie файлдарын сізге жақсырақ шолу тәжірибесін ұсыну, сайт трафигін талдау және мазмұнды жекелендіру үшін пайдаланамыз. Осы сайтты пайдалану арқылы сіз cookie файлдарын пайдалануымызға келісесіз.
Құпиялылық саясаты